Molecular sieves are used upstream of turboexpander units and LNG facilities to dehydrate natural gas to <0.1 ppmv water content. In the natural gas industry, the molecular sieves employ heat to drive off the adsorbed water. Figure 1 shows a typical flow schematic for a 2 tower system; Figure 2 shows a 3 tower system.
![Figure 1. Typical process flow diagram for a 2-tower adsorption dehydration system [1]](http://www.jmcampbell.com/tip-of-the-month/wp-content/uploads/2015/04/Fig1.png)
Figure 1. Typical process flow diagram for a 2-tower adsorption dehydration system [1]
Figure 3 shows a generic molecular sieve capacity decline curve. A few important observations can be made from Figure 3:
- The life of the adsorbent is a function of the number of cycles, not the elapsed calendar time.
- The capacity decline is steep at the beginning but gradually flattens out. This assumes no step-change events such as NGL, glycol, and/or liquid amine carryover, bed support failure, etc.
- Shown in this figure are “Good”, “Average” and “Poor” curves that are a function of site specific factors.
- Locating one data point on Figure 3 from a performance test allows you to extrapolate the decline curve of the unit in question.
If your regeneration circuit has excess capacity over the “normal design conditions”, i.e., a design factor, you have standby time. This excess capacity allows you to reduce your online adsorption time and “turn the beds around” faster by regenerating the beds in a shorter cycle time. When you are involved in the design of an adsorption unit, it is recommended to add 10 – 20% excess regeneration capacity.
Because of the capacity decline curves flatten out, available standby time may be able to extend the life of a molecular sieve unit when your unit is operating on fixed cycle times. Other operating options include: running each cycle to water breakthrough; and, reducing the cycle times in discreet steps throughout the life of the adsorbent.
![Figure 2. Typical process flow diagram for a 3-tower adsorption dehydration system [1]](http://www.jmcampbell.com/tip-of-the-month/wp-content/uploads/2015/04/Fig2.png)
Figure 2. Typical process flow diagram for a 3-tower adsorption dehydration system [1]
![Figure 3. A generic molecular sieve decline curves [1]](http://www.jmcampbell.com/tip-of-the-month/wp-content/uploads/2015/04/Fig3.png)
Figure 3. A generic molecular sieve decline curves [1]
- 3 tower system (2 towers on adsorption, 1 on regeneration)
- External Insulation
- Tower ID = 2.9 m (9.5ft)
- Each tower contains 24630 kg [54300 lbm] of Type 4A 4×8 mesh beads
- Regeneration circuit capable of handling an extra 15% of flow
- Unit is operated on fixed time cycles
- No step-change events such as liquid carryover, poor flow distribution, etc.
The design basis and molecular sieve design summary are shown in Tables 1 and 2. The additional 15% of flow from the regeneration gas heater is well below the point at which bed lifting will occur.
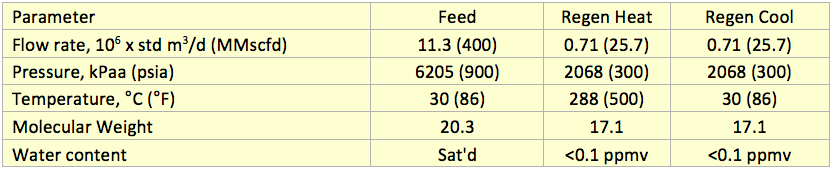
Table 1. Design basis for the case study

Table 2. Design Summary for the Case Study
The calculations presented here are valid for low pressure regeneration (less than 4100 kPaa (600 psia). Using the concepts outlined in Chapter 18 of Gas Conditioning and Processing, Volume 2 [1]: The Equipment Modules (9th Edition) we find a design life factor, FL, of 0.6 after 3 years (1 095 cycles) of operation at design conditions. This point lies slightly above the “average” life curve as seen in Figure 4.
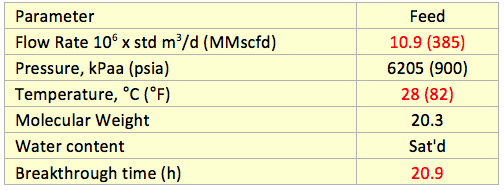
After 12 months of operation, a Performance Test Run (PTR) is conducted. The results are shown in Table 3. The feed flow rate and temperature are slightly lower compared to the design values. A water breakthrough time of 20.9 hours is recorded. The FL is determined (using the concepts in Chapter 18) to be 0.68 after 365 cycles (one year of operation). It is important and useful to understand the equation sequence of the concepts in Chapter 18, as shown by Equations 18.5 through 18.10 to arrive at the cited value for FL. This data point is shown in Figure 5 and is seen to lie just below the generic “Average” curve. Note that the slope of the curves are starting to flatten out. Since the PTR FL is lower than the Design FL, the molecular sieves will experience water breakthrough if operated at design conditions in less than three years. Figure 6 shows the projected life factor, FL, after 3 years of service at design conditions. If the capacity decline continues to follow the same trend as seen from the PTR, water breakthrough will occur after 750 cycles or just a little over 2 years from startup if operation continues at design conditions. This is shown in Figure 7.
![Figure 4. Design condition life factor [1]](http://www.jmcampbell.com/tip-of-the-month/wp-content/uploads/2015/04/fig41.png)
Figure 4. Design condition life factor [1]
Table 3. Results of Performance Test Run (PTR) after 12 months of operation
![Figure 5. Performance test run (PTR) life factor [1]](http://www.jmcampbell.com/tip-of-the-month/wp-content/uploads/2015/04/fig5.png)
Figure 5. Performance test run (PTR) life factor [1]
![Figure 6. Projected life factor (red triangle) running at design conditions [1]](http://www.jmcampbell.com/tip-of-the-month/wp-content/uploads/2015/04/fig6.png)
Figure 6. Projected life factor (red triangle) running at design conditions [1]
![Figure 7. Projected life factor running at design conditions [1]](http://www.jmcampbell.com/tip-of-the-month/wp-content/uploads/2015/04/fig71.png)
Figure 7. Projected life factor running at design conditions [1]
Using the reduced cycle time (the complete cycle time is now 21 hours vs the original 24 hours), we find an FL = 0.53. This is because less water is being adsorbed per cycle. This occurs at around the 1500 cycle mark as shown in Figure 8.
If the plant elects to take advantage of the standby time and operate at reduced cycle time immediately following the PTR, the molecular sieves should last an additional 2.7 years, resulting in a total life of 3.7 years. In this case, standby time will allow the unit to operate until the scheduled plant turnaround.
![Figure 8. Projected life factor (red triangle) if standby time is used [1]](http://www.jmcampbell.com/tip-of-the-month/wp-content/uploads/2015/04/fig81.png)
Figure 8. Projected life factor (red triangle) if standby time is used [1]
- The methods presented allow the user to estimate the decline of their adsorbent based on only one performance test run for molecular sieve dehydrators using low pressure regeneration. This permits early formulation of a credible action plan.
- Site-specific factors will determine your unit’s decline curve. Consequently, conducting more than one performance test is highly recommended. A poorly performing inlet separator, for example, could result in a unit exhibiting a more pronounced decline than indicated by the generic curves in Figure 3.
- Standby time offers a large degree of operating flexibility because the decline curves tend to level off; always try to build in standby time in any new molecular sieve design.
- Adsorption capacity is a function of the number of cycles, not calendar time.
- Install a good filter coalescer or filter separator upstream of your adsorption unit to keep the contaminants out of the system.
The approach discussed in this Tip of the Month should help a facility engineer plan for the inevitable replacement of molecular sieves in their natural gas dehydration facility.
To learn more about similar cases and how to minimize operational problems, we suggest attending our G4 (Gas Conditioning and Processing) and PF4 (Oil Production and Processing Facilities) courses.
PetroSkills offers consulting expertise on this subject and many others. For more information about these services, visit our website at http://petroskills.com/consulting, or email us at consulting@PetroSkills.com.
By: Harvey M. Malino
Reference:
- Campbell, J.M., Gas Conditioning and Processing, Volume 2: The Equipment Modules, 9th Edition, 2nd Printing, Editors Hubbard, R. and Snow–McGregor, K., Campbell Petroleum Series, Norman, Oklahoma, 2014.

Thanks Mr.Harvey for your informative article. Please allow me to share below two points:
1)It is better to run the Adsorption cycle based on Dynamic Adsorption cycle rather than fixed time.This will increase the lifetime considerably.
2)The performance test shall be conducted at design conditions as possible while the results are calculated in beds capacity (lbm water/100 lbm adsorbent)to correct for any deviation from design conditions.
[…] Malino, H. M., http://www.jmcampbell.com/tip-of-the-month/2015/05/benefits-of-standby-time-in-adsorption-dehydratio… […]
[…] Malino, H. M., http://www.jmcampbell.com/tip-of-the-month/2015/05/benefits-of-standby-time-in-adsorption-dehydratio… […]
hello
hi it is my first comment on this wbeiste and to start with I would like to thank you for the great quality information, which I found in this and all previous posts , it really helped me a lot. I will definitely put this wbeiste on my google reader Also, I would like to ask don’t you mind if I will quate some information from your blog since I am writing articles for the Helium, Ezine and other articles directories (this is my part time job)? It would really help me with some of mine articles. Of course, I will mention your blog name or URL (not all articles directories allows URL’s , so I can’t 100% promise that you will get a direct backlink to your blog).
[…] Malino, H. M., http://www.jmcampbell.com/tip-of-the-month/2015/05/benefits-of-standby-time-in-adsorption-dehydratio… […]
Invaluable blog post . I am thankful for the details – Does anyone know where my company can get access to a fillable IRS 1040 – Schedule E version to fill in ?
Along with everything which seems to be building within this subject matter, your points of view happen to be relatively refreshing. Nonetheless, I am sorry, but I can not give credence to your whole idea, all be it radical none the less. It appears to everybody that your remarks are generally not completely validated and in simple fact you are generally yourself not totally certain of the point. In any event I did enjoy reading through it.
whether two bed dryer configuration or three bed dryer configuration is used world wide in gas based petrochemical plants for gas dehydration purpose. Please respond