Continuing the January 2019 [1] Tip of The Month (TOTM), this tip investigates the impact the heavy end characterizations on the performance of a mechanical refrigeration plant with mono-ethylene glycol (EG or MEG) injection for hydrocarbon dew point (HCDP) control. Specifically, the impact of heavy end characterization on the gas-gas heat exchanger and chiller duties, the mechanical refrigeration system, and the liquid propane recovery will be investigated and reported. The details of a mechanical refrigeration plant with MEG injection and regeneration system are given in Chapters 6 and 15 of the Gas Conditioning and Processing, Volumes 1 and 2 [2, 3], respectively.
Figure 1 presents the process flow diagrams for a typical mechanical refrigeration plant with MEG injection system. In this tip, all simulations were performed with UniSim Design R443 software [4] using the Peng-Robinson equation of state.

Figure 1. Process flow diagrams for a mechanical refrigeration plant using a sub-cool economizer and MEG Injection system
CASE STUDY:
Let’s consider a rich gas with the compositions and conditions presented in Table 1. Based on the reported molecular weight and relative density for the C7+ fraction, Table 2 presents the estimated normal boiling point (NBP), critical properties and acentric factor which are needed by the equation of state. The objective is to meet a hydrocarbon dew point specification of -20 °C [-4°F] at about 4000 kPa (580 psia) for the sales gas by removing heat in the “Gas/Gas” heat exchanger (HX) with a hot end approach temperature of 5°C [9°F] and in a propane chiller and rejecting it to the environment by a propane condenser (“E-103”) at 37.8°C [100°F]. Pure propane is used as the working fluid in the simulation. The pressure drops in the “Gas/Gas” HX and the propane chiller are assumed to be 34.5 kPa (5 psi).
Table 1. Rich feed gas compositions and conditions

Table 2. Estimated C7+ properties [4]

The feed gas is flashed in the “Inlet Separator” at 30 °C (86 °F) and 4000 kPa (580 psia) to remove any condensate. The “Inlet Separator” vapor (stream “2”) is saturated with water by the “Saturate -100” to form stream “2 Wet” upstream of mixing with MEG hydrate inhibitor, stream “EG1” and the recycle stream “18A” from the deethanizer overhead vapor (located at the right hand side of Fig. 1). The estimated hydrate formation temperature of streams “2 Wet” is 14.7 °C (58.4 °F). The hydrate inhibitor is injected at the inlet of “Gas/Gas” HX by stream “EG1” and at the inlet of the “Chiller” by stream “EG2”. Stream “5” cools to about -8 °C (17.6 °F) and stream “7” cools down to the specified temperature of -20 °C (-4 °F) which are below the hydrate formation temperature (HFT) of 14.7 °C (58.4 °F). The injection rates of streams “EG1” and “EG2” for 80 weight % lean MEG and water solution are estimated by the Adjust tool of UniSim. A design margin of 1.1 °C (2 °F) HFT below the cold temperature for streams “5” and “7” were assumed. Table 3 presents the estimated hydrate inhibition injection rates.
Table 3. Estimated 80 weight % lean MEG hydrate inhibition injection rates


Assuming an approach temperature of 5°C (9°F) and a 6.9 kPa (1 psi) pressure drop in the propane chiller (“RefChiller”) shell side, the pressure of saturated propane vapor leaving the chiller is 203.3 kPa (29.5psia), and at a temperature of -25°C (-13°F). Assuming no frictional losses in the suction line to the propane compressor “K-101”, the resulting suction pressure is 203.3 kPa (29.5 psia).
The condensing propane pressure at the specified condenser temperature of 37.8 °C (100 °F) is 1303 kPa (189 psi). The condenser “E-103” frictional losses, plus the frictional losses in the piping from the compressor discharge to the condenser was assumed to be 34.5 kPa (5 psi); therefore, the compressor discharge pressure is 1338 kPa (194 psia). The propane compressor adiabatic efficiency was assumed to be 75%.
External Sub-Cool Economizer:
The cold Stream 7 is flashed in the 3-phase separator “V-102” at -20 °C (-°4F) and 3931 kPa (570 psia). The vapor stream “4” from this cold separator is used to cool down the incoming warm feed gas in the “Gas/Gas” HX. The heavy liquid stream “8B” (rich MEG solution) from the cold separator is regenerated in the regeneration unit (not shown in Fig. 1) and the lean 80 weight % MEG is recycled and used in streams “EG1” and “EG2”. The cold NGL stream “8” (light liquid phase) from the cold separator, “V-102”, is combined with the plant “Inlet Separator” condensate (stream “3”) in the mixer “Mix-101” to form stream “9” at about 5 °C (41 °F) and 3945 kPa (572.2 psia). To prepare the liquid to be fed to the deethanizer, the process specification is to raise the temperature of the NGL product stream “9A” from about -4°C (25°F) and 1535 kPa (222.6 psia) to 20 °C (68 °F) and 1500 kPa (217.6 psia) in “E-102” HX. The required heat duty will be supplied from a propane refrigerant sub-cool economizer “E-104” HX. The process duty and the temperature of the NGL product stream is set by the deethanizer process requirements, thus the sub-cool economizer duty is fixed.
The sub-cool economizer cools the condensed propane (refrigerant stream “R4”) from 37.8°C (100 °F) at 1303 kPa (189 psia) to a cooler temperature at 1269 kPa (184 psia), depending upon the specified propane refrigerant flow rate (stream “R5”). The pressure drops in “E-102” and “E-104” HXs are 35 kPa (5 psi); respectively. The heat removed by the sub-cool economizer is fixed by the process duty required to heat the NGL process stream “9A”.
Deethanizer Specifications and Performance:
The deethanizer column specifications are:
►To recover 90 mole percent of propane of the feed in the bottom product and
►Ethane to propane mole ratio equal to 5 % in the bottoms product
►Top and bottom pressures are 1450 and 1500 kPa (210.3 and 217.6 psia); respectively
►Number of theoretical stages 12 plus the condenser and reboiler (determined by the material balance and column shortcut calculations)
The deethanizer simulation results are summarized in Table 4.
Table 4. Summary of deethanizer key design parameters for C7+

Impact of Heavy End Characterization:
Figure 2 presents the phase envelopes for the key streams of feed (“Dry Feed”), inlet separator vapor (stream “2”) and sales gas (stream “4”). All phase envelopes are generated on the dry basis. As expected the bubble point curves are very close to each other but large deviations are observed for the dewpoint curves. Similar diagrams for the nC7 and nC8 as the heavy end are presented in the Appendix in Figures 1A and 2A; respectively.

Figure 2. Phase diagrams for the key streams for the case of C7+ as the heavy end
Figures 3, 4, and 5 present the impact of heavy ends on the phase envelope of the key streams of feed, inlet separator vapor (stream “2”) and the sales gas (stream “4”), respectively. These figures indicate that as the heavy components are removed in the “Inlet Separator” and cold separator (“V-102”) from the process streams, the impact of heavy end characterization on the phase envelope reduces and vanishes almost completely for sales gas (stream “4”) in Figure 5.
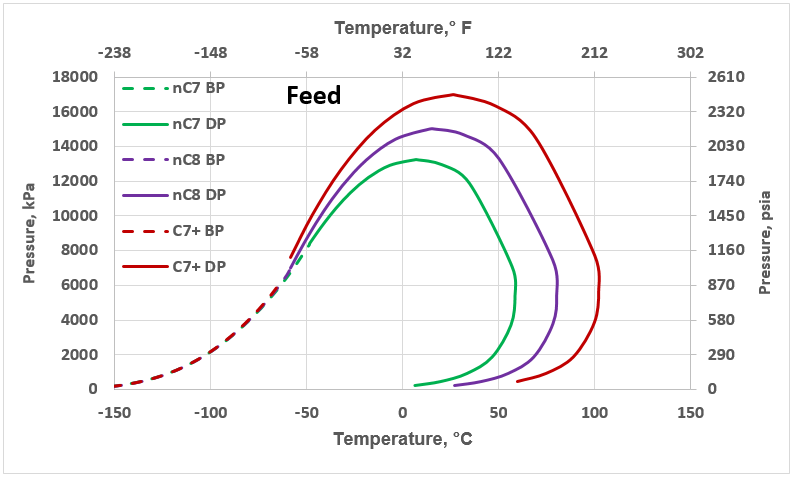
Figure 3. The impact of heavy end on the phase envelope of the feed stream
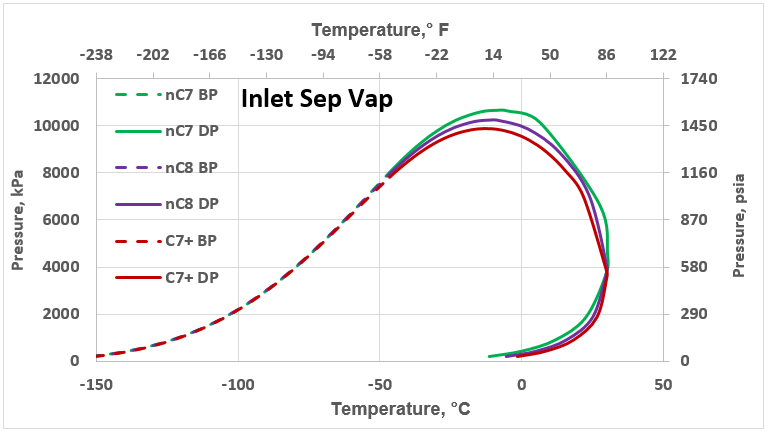
Figure 4. The impact of heavy end on the phase envelope of the inlet separator vapor stream
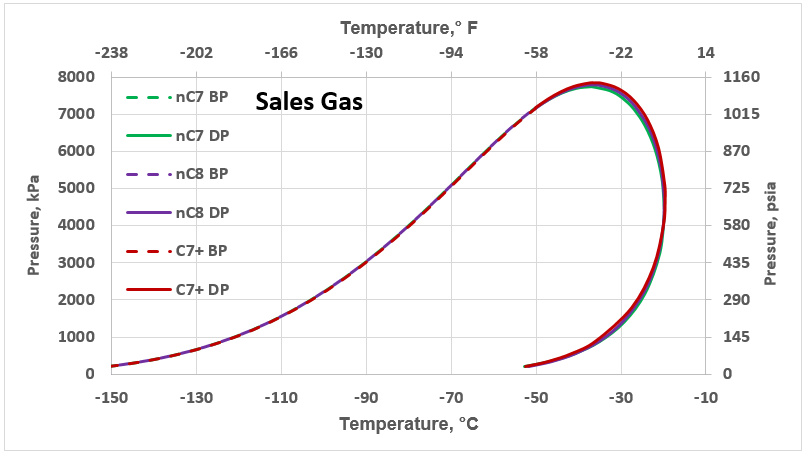
Figure 5. The impact of heavy end on the phase envelope of the sales gas (Stream 4)
Table 5 presents the impact of heavy end characterization on the “Gas/Gas” HX and “Chiller” duties. Note that the “Gas/Gas” HX duty is controlled by stream “4” composition and rate. Based on the phase envelopes in Figure 5, the sales gas composition is almost independent of heavy ends because they are removed from the sales gas but the heavy ends have more impact on the composition of streams “2”.
Table 5. Impact of heavy end on the Gas/Gas HX and Chiller duties

Table 5 indicates that as the heavy ends become heavier,
►stream “2” flow rate decreases because there is more liquid leaving the “Inlet Separator”.
►stream “4” rate increases by about 0.27% (nC7 to C7+) because most of the C7+ has been removed.
►“Gas/Gas” HX duty is set by stream “4” rate and fixed ΔT=25-(-20) =45 °C (81 °F) because Q = mΔ(HSalesgas – H4).
►“Gas/Gas” HX duty increases slightly, less than 0.8 %, because stream “4” rate increases by about 0.27%
►stream “2A” rate decreases, “Gas/Gas” HX duty increases, stream “5A” gets colder, chiller ΔT decreases; therefore, “Chiller” duty decreases
Assume the design-heavy end was nC8 and feed gas heavy end is C7+, not the design nC8. More liquids would leave the “Gas/Gas” HX so the chiller duty would decrease by about 38%. But the additional duty to condense the liquids in the “Gas/Gas” HX has to come from somewhere. If the “Gas/Gas” HX has excessarea to accommodate the additional duty requirements, then there would indeed be a decrease in chiller duty. If it does not, the duty of the chiller may actually increase.
If the feed gas got lighter, and the heavy end is nC7, not the design nC8, then more gas would go to the chiller (less liquids leaving the “Gas/Gas” HX) and the chiller duty would increase by about 20%. Here, the chiller would have to have excess capacity.
This indicates that a change in feed gas characterization would have an effect on the ability of a refrigeration unit to make spec. For easier reference of the stream, see Figure 6.

Figure 6. Simplified schematic of the front end segment of the process flow diagram
Table 6 presents the impact of heavy end characterization on the refrigeration systems. This table indicates that the rate, compressor power, condenser and the sub-cool economizer duties decrease as the heavy end becomes heavier. Table 6 also indicates that the rate, compressor power and condenser duty for the sub-cool economizer refrigeration system are lower compared to the simple refrigeration system. Because the chiller duty decreases, the refrigeration systems become smaller; therefore, the OPEX and CPEX decrease.
Table 6. Impact of heavy end on the refrigeration systems key parameters

The heat removed by the sub-cool economizer “E-104” is used to heat stream “9A” in “E-102” HX. Location of “E-102” HX and streams “9A” and “9B” are shown in Figure 7.

Figure 7. Simplified schematic of the back end of the process flow diagram
Table 7 presents the impact of heavy ends on the rates and the molecular weights for stream “3” from the “Inlet Separator” and stream “8” from the cold separator (“V-102”) and the combined NGL stream “9”. This table indicates that as the heavy end becomes heavier, rate of stream “3” increases but the rate of stream “8” decreases. Because the rate of heavy ends entering the “Gas-Gas” HX and “Chiller” decrease, the chiller duty decreases and condensation of components decrease resulting lower streams “8” and “9” rates. Table 1A in the Appendix present components flow rates for streams “3” and “8”.
Table 7. Impact of the heavy end on streams “3” and “8” and the combined NGL stream “9” rates and molecular weight

Using “VLV-100” stream 9 pressure is reduced from 3945 kPa (572.2 psia) to 1535 kPa (222.6 psia) in stream “9A”. Table 8 presents the combined NGL streams “9A” and “9B” (see Figure 7) properties. This table indicates that as heavy end becomes heavier, the “E-102” HX duty decreases because combined NGL stream rate decreases. The required heat for this HX is supplied by the sub-cool HX (“E-104”) of the refrigeration system.
Table 9 presents the impact of heavy end on the plant overall material balance. This table indicates that as the heavy end becomes heavier,
►the sales gas rate increases (stream 4)
►the deethanizer feed (combined NGL stream, 9 ) rate decreases because the sales gas rate (stream 6) has increased
►the overhead vapor temperature from the deethanizer top remains almost constant because the overhead composition does not significantly change
►the overhead vapor rate from the deethanizer top decreases because the deethanizer feed rate decreased
Table 8. Impact of the heavy end on the combined NGL streams “9A” and “9B” properties

Table 9. Impact of the heavy end on liquid propane recovery

The overhead vapor of deethanizer is compressed from 1450 kPa (210.3 psia) to the feed gas inlet pressure of 4000 kPa (580 psia) by the recycle compressor (“K-100”) and cooled down to the inlet feed gas temperature of 30 °C (86 °F) in the “E-101” HX. The liquid from compressor suction scrubber is recycled and combined with deethanizer feed by the recycle pump. Table 10 presents the compressor and pump power and the “E-101” HX duty requirements. Table 10 indicates that as the heavy end becomes heavier, the recycle compressor and pump power and the cooler duty decrease because the recycle stream rates decrease.
Table 10. Impact of the heavy end on the recycle compressor, pump, and cooler

SUMMARY:
The feed analysis and /or heavy end characterization in natural gas play an important role in the equipment sizing and process design. Feed analysis may change when different wells of slightly different composition are brought to the production facility. This tip demonstrated the impact of heavy end characterization in the feed gas on the process streams rates, phase behavior, the equipment sizes and the refrigeration requirement by replacing, the C7+ with n-heptane (nC7) and n-octane (nC8). All other specifications and operating conditions were kept the same.
As demonstrated in this tip, it would be a good practice to size the equipment with a design margin of 1.2 to 1.3 to take into account the changes in feed gas heavy end composition and characterizations.
To learn more about similar cases and how to minimize operational problems, we suggest attending ourG4 (Gas Conditioning and Processing), G5 (Practical Computer Simulation Applications in Gas Processing) and G6 (Gas Treating and Sulfur Recovery) courses.
By: Dr. Mahmood Moshfeghian

To receive Tips of the Month directly to your inbox, simply sign up below!
References
1. Moshfeghian, M., http://www.jmcampbell.com/tip-of-the-month/2019/01/optimizing-performance-of-refrigeration-system-with-an-external-sub-cool-economizer/, PetroSkills -John M. Campbell Tip of the Month, January 2019.
2. Campbell, J.M., “Gas Conditioning and Processing, Volume 1: The Fundamentals,” 9th Edition, 3rd Printing, Editors Hubbard, R. and Snow–McGregor, K., Campbell Petroleum
3. Campbell, J.M., “Gas Conditioning and Processing, Volume 2: The Equipment Modules,” 9th Edition, 3rd Printing, Editors Hubbard, R. and Snow–McGregor, K., Campbell Petroleum Series, Norman, Oklahoma, PetroSkills 2018.
4. UniSim Design R443, Build 19153, Honeywell International Inc., 2017.
Appendix

Figure 1A. Phase diagrams for the key streams for the case of nC7 as the heavy end

Figure 2A. Phase diagrams for the key streams for the case of nC8 as the heavy end
Table 1A. Impact of heavy ends on the flow rates of streams “3” and “8”

