Unidades de deshidratación por adsorción pueden reducir el contenido de agua de una corriente de gas a menos de 0.1 ppmv. La Industria del gas normalmente aplica estas unidades aguas arriba a una Planta de GNL (LNG) u otra de extracción profunda de los LGN a temperaturas entre 160 °C (-256 °F) y -100 °C (-148 °F), respectivamente. La remoción de del contenido de agua a este valor mínimo es esencial para prevenir el congelamiento. Los detalles de este proceso de deshidratación y la descripción de los equipos se pueden identificar el Capítulo 18 del Texto John M. Campbell.
El Previo del Mes (PDM) de Mayo 2015 de PetroSkills discutió la eficiente operación de estas unidades de deshidratación por tamices moleculares. Específicamente se detalla los beneficios del tiempo de espera en el proceso de adsorción.
Este PDM discute el impacto gasto del gas de alimentación, su presión, y temperatura sobre los siguientes parámetros:
- Masa del Adsorbente
- Diametro del Lecho
- Altura del Lecho
- Gasto del Gas de Regeneración
- Carga Térmica de Regeneración
- Carga Térmica de Enfriamiento
- Carga Térmica del Calentador del Gas de Regeneración
Esta discusión abarca caudales del gas entre 2.83×106 a 11.32×106 Sm3/d (100 hasta 400 MMSCFD. Examina este rango a dos temperaturas: 30°C (86°F) y 40°C (104°F) con cada temperatura evaluada a dos presiones de adsorción: 6.207 MPaa (900 lpca) y 8.0 MPaa (1160 lpca).
La Figura 1 muestra un diagrama de flujo simplificado para un sistema de tres torres [1]. En este PDM los parámetros especificados son:
- Adsorbente = Tamiz Molecular Tipo 4A, 3.2 mm (1/8 pul) diametro
- No de torres = 3
- No of torres en flujo tratado = 2
- Tiempo de Adsorción = 16 horas
- Tiempo de “cambio de lecho” (igual al tiempo de regeneración) = 8 hours
- Tiempo en Espera = 0 horas
- Tiempo de Equilbrio de unidades = 0.5 horas
- Tiempo de calentamiento = 4.88 horas
- Tiempo de Enfriamiento = 2.62 horas
- Carga del Adsorbente , ΔXnuevo = 19 por-peso% (masa de agua /100 masa del adsorbente)
- Factor de durabilidad de vida del Adsorbente Desiccant FL = 0.6 (Basado en 3 años y rendimiento ponderado)
- Densidad relativa del Adsorbente = 0.705
- Capacidad de Calor del Adsorbente = 1.0 kJ/kg-°C (0.24 Btu/lbm-°F)
- Capacidad de Calor del Hierro = 0.5 kJ/kg-°C (0.12 Btu/lbm-°F)
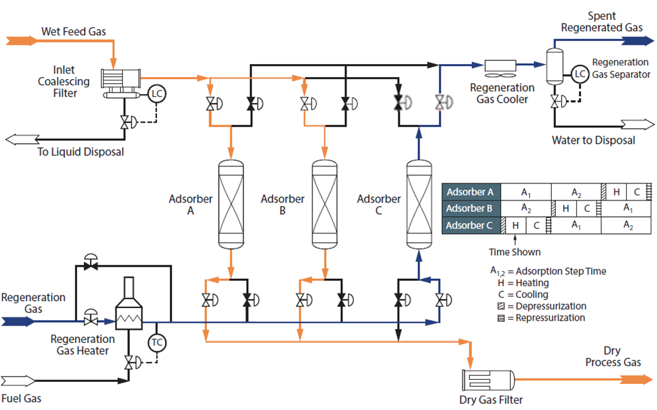
Figura 1. Un Diagrama de Flujo Simplificado de un Sistema de 3-Torres de Deshidratación por Adsorción
Resultados de los Cómputos
Basado en el procedimiento y pasos del Capítulo 18 [18], este PDM utiliza una versión revisada del conjunto computacional (software) de PetroSkills/Campbell [3] fue empleada para realizar todos los cómputos.
La Figura 2 muestra la variación de la masa del adsorbente requerida con variación del caudal de gas, presión y temperatura. Mientras aumenta la carga de agua, la masa del adsorbente aumenta para un tiempo constante de adsorción. Nótese que igual aumenta la carga de agua del gas con el gasto del mismo, así como aumento de la temperatura, y disminución de presión. La alimentación con mayor temperatura y menor presión requiere mayor adsorbente. Por la misma razón, éste con menor temperatura y mayor presión requiere menos adsorbente.
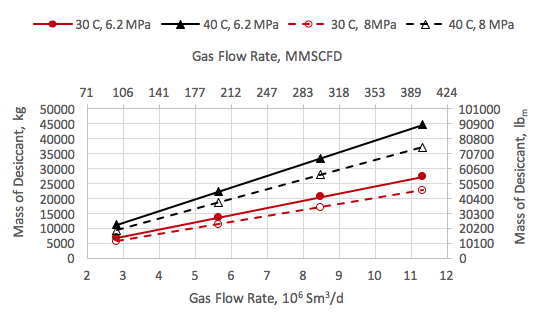
Figura 2. Variación de la masa del adsorbente con caudal del gas, presión, temperatura.
La masa del adsorbente en el contactor y criterio caídas de presión establecen el diámetro y altura del mismo. Este cómputo es uno de ensayo y error. La Figura 3 muestra la variación de diámetro mínimo del contactor con el gasto del gas, presión, y temperatura. Esta figura muestra que la alimentación con mayor carga de agua (mayor temperatura y menor presión) requiere una torre de mayor diámetro, y el gasto de menor carga de agua (menor temperatura y mayor presión) requiere menor diámetro.
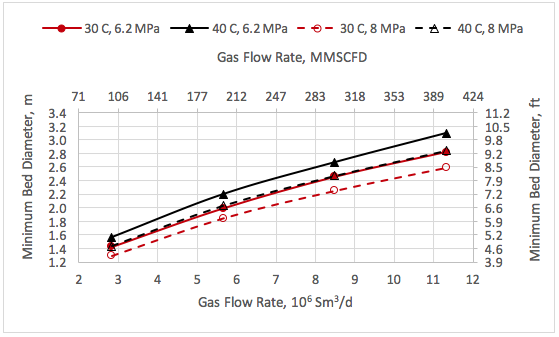
Figura 3. Variación del diámetro del contactor con gasto del gas, presión, y temperatura.
Se puede calcular la altura del adsorbente conociendo la masa del mismo, diámetro del lecho, y su densidad. La Figura 4 indica la variación de la altura mínima de del adsorbente con el caudal del gas, presión y temperatura. Similarmente, esta figura indica que el gasto con mayor cantidad de agua (mayor temperatura y menor presión) requiere lechos de mayor altura, y gasto con menor carga de agua (menor temperatura y mayor presión) requiere lechos de menor altura.
Para todos los casos, el gas pobre y seco de regeneración mostró una densidad relativa de 0.59 con presión de 2.069 MPaa (300 psia), pero su temperatura fue la misma que el gas de alimentación. Su temperatura del calentador fue de 288 °C (550 °F) y la temperatura final del lecho antes de su regeneración fue de 260 °C (500 °F).
La Figura 5 muestra la variación del requerimiento del gas de regeneración con caudal de entrada, presión, y temperatura para un tiempo fijo de calentamiento, y enfriamiento. Esta figura indica que las mayores cargas de agua requiere mayor gas de regeneración. Similarmente, las Figuras 6,7, y 8 muestran que la variación de la carga térmica de calentamiento, enfriamiento, y ésta para el calentador de regeneración, respectivamente, con el gasto de gas de entrada, presión, y temperatura.
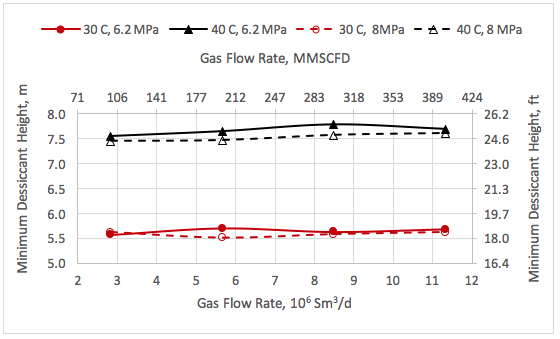
Figura 4. Variación de la altura del adsorbente con el gasto del gas de alimentación, presión, y temperatura.
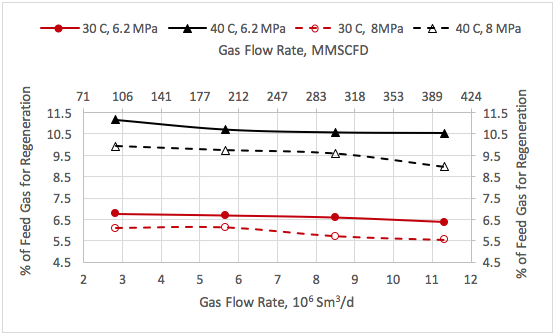
Figura 5. Variación del % del gasto del gas de entrada para la regeneración, con éste gasto, presión, y temperatura.
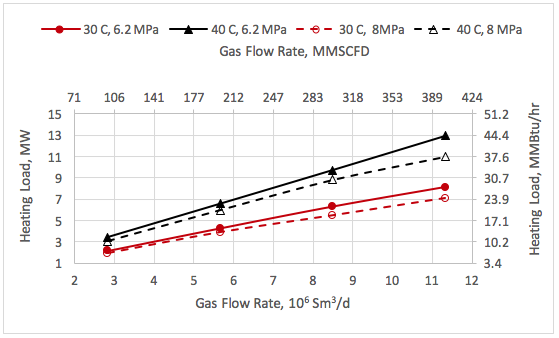
Figura 6. Variación de la carga térmica de calentamiento con gasto de entrada, presión, y temperatura
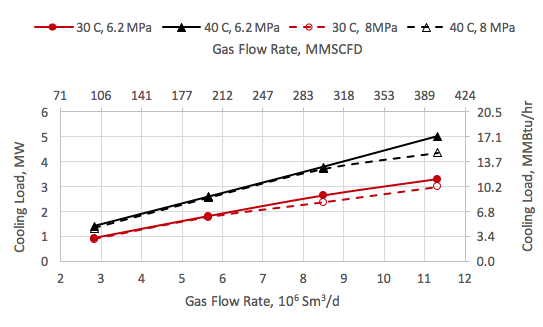
Figura 7. Variación de la carga térmica de enfriamiento con caudal de entrada, presión , y temperatura
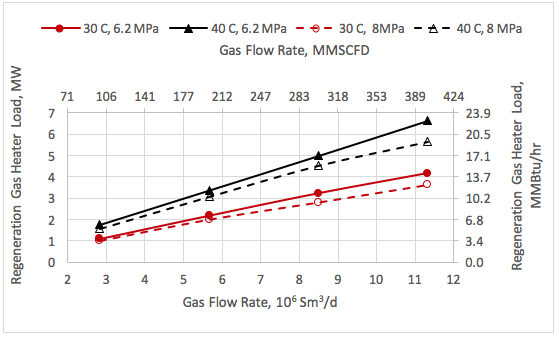
Figura 8. Variación de la carga térmica con gasto de entrada, presión, y temperatura.
Resumen:
El contenido de agua de un gas de alimentación es impactado por la temperatura, presión, y gasto son los factores claves en el dimensionamiento y operación de un sistema de deshidratación por adsorción. Mayores cargas de agua requieren un mayor lecho, mayor carga térmica de calentamiento, y enfriamiento, y mayor caudal del gas de regeneración.
Para informarse adicionalmente sobre esta caso muchos otros adicionales, le sugerimos su asistencia a nuestras sesiones técnicas PF49 (Troubleshooting Oil and Gas Facilities), PF42 (Separation Equipment Selection and Sizing), G4 (Gas Conditioning and Processing), G5 (Gas Conditioning and Processing – Special), y PF4 (Oil Production and Processing Facilities).
PetroSkills ofrece su experiencia en este tema y muchos adicionales. Para mayor información sobre estos servicios, le invitamos visitar nuestra dirección en la red al http://petroskills.com/consulting, o nos envían correo al consulting@PetroSkills.com.
By: Dr. Mahmood Moshfeghian
Traducido al Español por : Dr. Frank E. Ashford
References:
- Campbell, J.M., Gas Conditioning and Processing, Volume 2: The Equipment Modules, 9th Edition, 2nd Printing, Editors Hubbard, R. and Snow–McGregor, K., Campbell Petroleum Series, Norman, Oklahoma, 2014.
- Malino, H. M., http://www.jmcampbell.com/tip-of-the-month/2015/05/benefits-of-standby-time-in-adsorption-dehydration-process/
- GCAP Version 9.1.1, Gas Conditioning and Processing Software, Editor Moshfeghian, M., PetroSkills/Campbell, Norman, Oklahoma, 2015.
No comments yet. You should be kind and add one!
By submitting a comment you grant Campbell Tip of the Month – Spanish a perpetual license to reproduce your words and name/web site in attribution. Inappropriate and irrelevant comments will be removed at an admin’s discretion. Your email is used for verification purposes only, it will never be shared.