Las Tamices moleculares se aplican aguas arriba a las unidades de turboexpansión, y Facilidades GNL (LNG) para deshidratar el gas a < 0.1 ppmv contenido de agua. En la Industria del Gas Natural, las Tamices Moleculares emplean calor para despojar el agua de adsorción- La Figura 1 muestra en esquema de una unidad de dos contactoras: la Figura 3 muestra una de tres contactoras.
![Figura 1. Un Diagrama de Flujo de Proceso para un Sistema de deshidratación por adsorción de 2-Contactoras [1]](http://www.jmcampbell.com/tip-of-the-month/spanish/wp-content/uploads/2016/02/fig1-2.png)
Figura 1. Un Diagrama de Flujo de Proceso para un Sistema de deshidratación por adsorción de 2-Contactoras [1]
La Figura 3 muestra una curva genérica de declinación de capacidad. Unas cuantas observaciones importantes se pueden lograr de esta Figura 3:
- La vida del adsorbente es una función del número de ciclos, no del tiempo de calendario.
- La declinación de capacidad es pronunciada al inicio pero luego se horizontaliza. Esto asume que no existen eventos de cambios de pasos tales como el arrastre de líquidos tales como los LGN , glicol, y aminas, fallas en los soportes de lecho, etc.
- Mostrados en la figura se observan curvas “Buenas” , “Promedias” , y “Pobres” que son funciones de factores específicos de sitio.
- Ubicando un punto de data en la Figura 3 de una prueba de comportamiento permite la extrapolación de la curva de declinación de la unidad en cuestión.
Si el circuito de regeneración posee exceso de capacidad sobre las “condiciones normales de diseño”, e.i. factor de diseño, el sistema posee un tiempo en (de) espera (stand by). Es exceso de capacidad permite la reducción del tiempo en línea de adsorción, el tiempo de “darle vuelta a los lechos” por regenerar los lechos en menor tiempo de ciclo. Cuando se implanta un proceso de diseño de una unidad de adsorción, es recomendable agregar un 10 – 20 % de exceso de capacidad de regeneración.
Por cuanto las curvas de declinación de capacidad se horizontalizan, el tiempo de espera disponible puede extender la vida de las tamices moleculares cuando la unidad opera en tiempo fijos de ciclos. Otras opciones de operación incluyen: permitir lograr el tiempo de brote de agua; y, reducción de los ciclos de tiempo de ciclaje en paso discretos a través de la vida del adsorbente.
![Figura 2. Diagrama de Flujo de Proceso Típico para una Sistema de deshidratación por adsorción [1]](http://www.jmcampbell.com/tip-of-the-month/spanish/wp-content/uploads/2016/02/fig2-2.png)
Figura 2. Diagrama de Flujo de Proceso Típico para una Sistema de deshidratación por adsorción [1]
![Figura 3. Unas curvas genéricas de declinación para tamices moleculares [1]](http://www.jmcampbell.com/tip-of-the-month/spanish/wp-content/uploads/2016/02/fig3.png)
Figura 3. Unas curvas genéricas de declinación para tamices moleculares [1]
- Sistema de 3 contactoras ( 2 torres en adsorción, 1 en regeneración)
- Aislamiento externo
- DI del la torre = 2.9 m (9.5pies)
- Cada torre posee 24630 kg [54300 lbm] de perlas de tamiz de tipo of Type 4A 4×8
- La Unidad de Regeneración capaz de manejar un 15% adicional de flujo
- La Unidad es operada en tiempos fijos de ciclaje
- No ocurren eventos de cambios en etapas tales como el arrastre líquidos, pobre distribución de flujo, etc.
Tabla 1. Bases de diseño para el caso en estudio
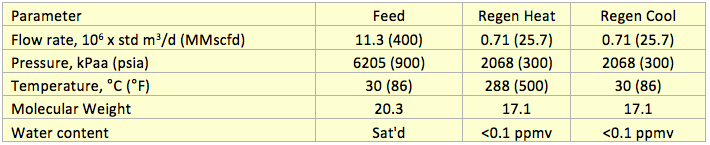
Table 2. Resumen del Diseño para el caso en Estudio

Los cómputos acá presentados son válidos par regeneraciones de baja presión (menos de 4100 kPa (600 lpca)). Aplicando los conceptos delineados en el Capítulo 18 del Volumen 2 [1] del Gas Conditioning and Processing Equipment Modules (Edición 9ª ), vemos un factor de vida, FL, de 0.6 posterior a los 3 años (1095 ciclos) de operaciones en condiciones de diseño. Este punto se ubica ligeramente por encima de la curva de vida “Promedio” presentada en la Figura 4. Nótese que para el caso de una unidad de 3 torres, el flujo admitida en cada torre de las duales (2) durante el proceso de adsorción es el 50% del caudal total. Esto implica que el tiempo del ciclo son 16 horas; sin embargo los cambios de lecho de las unidades en adsorción se realizan cada 8 horas.
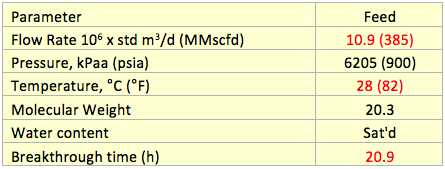
Después de 12 meses de operación, una Corrida de Prueba de Rendimiento (Performance Test Run) es conducida. Los resultados se presentan en la Tabla 3. El flujo de alimentación y temperatura son ligeramente menores a los valores de diseño. Se registra un tiempo de brote de zona de agua de 20.9 horas. El FL se determina (aplicando los conceptos del Capítulo 18) a ser 0.68 después de 365 ciclos (un año de operación). Es importante y útil reconocer la secuencia de ecuaciones de los conceptos adelantados en el Capítulo 18 por las Ecuaciones 18.5 al 18.10 para poder lograr el valor citado del FL. Este punto de data se muestra en la Figura 5, y se ve ligeramente por debajo la curva genérica “Promedio”. Debe notarse que la pendiente de la curva se horizontaliza. Como el PTR es menor que el de diseño, las tamices moleculares sufrirán adelantado irrumpimiento de agua si se opera a las condiciones de diseño en un periodo de tres años. La Figura 6 indica el factor de vida, FL , proyectado post 3 años de servicio operacional. Si la declinación de capacidad continúa la misma tendencia tal como arroja el PTR el citado irrumpimiento de agua ocurrirá después de 750 ciclos, o ligeramente mas de los 2 años partiendo del arranque del equipo si persisten las operaciones a las condiciones de diseño. Esto es mostrado en la Figura 7.
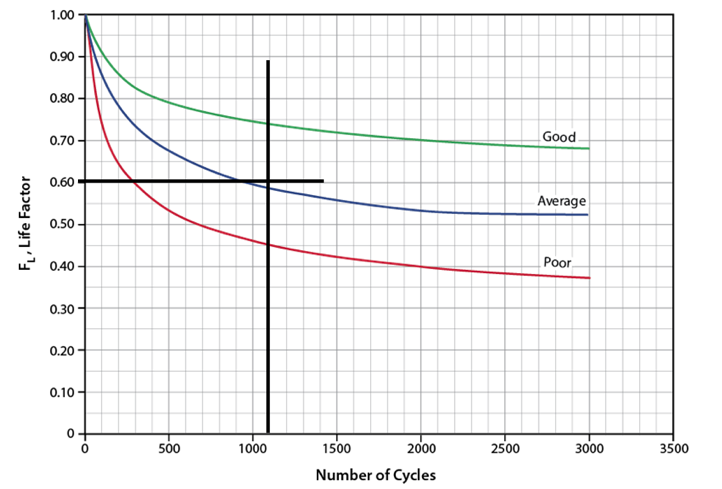
Figura 4. Factor de Vida a Condiciones de Diseño.
Tabla 3. Resultados de la Corrida de Prueba de Rendimiento de después de 12 meses de operación
![Figura 5. Factor de Vida de la Corrida de Prueba de Rendimiento (PTR) [1]](http://www.jmcampbell.com/tip-of-the-month/spanish/wp-content/uploads/2016/02/fig5-1.png)
Figura 5. Factor de Vida de la Corrida de Prueba de Rendimiento (PTR) [1]
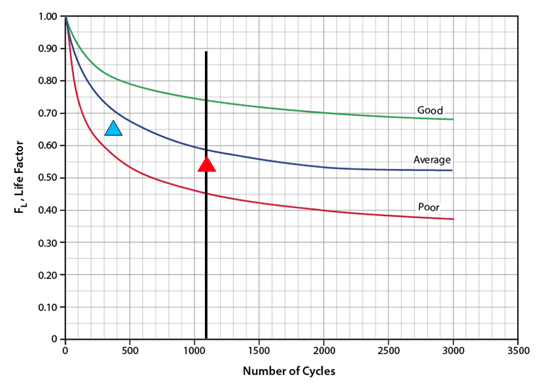
Figura 6. Factor de Vida Proyectado (triangulo rojo) operando a condiciones de diseño
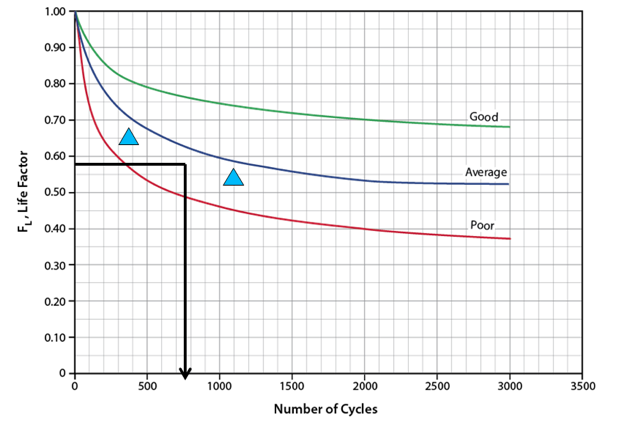
Figura 7. Factor de vida proyectado operando a condiciones de diseño
Por cuanto la unidad posee un circuito de regeneración que puede manejar un 15% adicional de flujo, el ciclo complete de regeneración, (calentamiento, enfriamiento, pre y des – presurización) puede ser reducido a 7 horas. Esto permite el cambio de operación con mayor rapidez.
Empleando el tiempo reducido del ciclo (el ciclo completo es ahora 21 horas vs las 24 originales), vemos un FL = 0.53. Esta acción se realiza por cuanto menor cantidad de agua es adsorbida por ciclo. Esto ocurre en un marco de 1500 ciclos como se muestra en la Figura 8.
Si la Planta elige aprovechar este tiempo en espera y operar a un tiempo de ciclo reducido inmediatamente posterior al PTR, las tamices moleculares deben durar unos 2.7 años adicionales, resultando en una vida total de 3.7 años. En este caso, el tiempo en espera permitirá que la planta opere hasta el tiempo planificado de re potenciamiento.
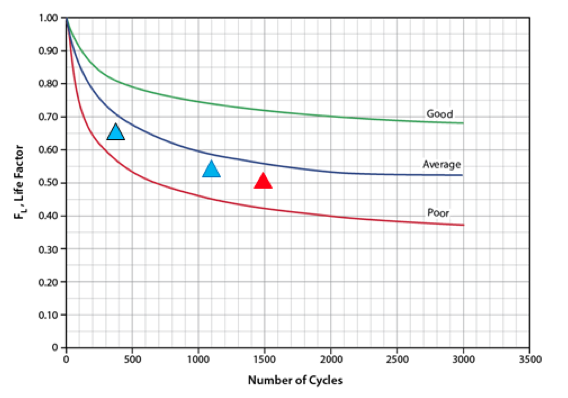
Figura 8. Tiempo de Vida proyectado (triangulo rojo) si se aplica el tiempo de espera.
Podemos arrojar las siguientes conclusiones de este caso en estudio:
- Los métodos presentados le permite al usuario estimar la declinación de su adsorbente basado en una sola corrida de prueba de rendimiento para las tamices moleculares empleando regeneración de baja presión. Esto permite la formulación de un plan de acción temprano con credibilidad.
- Factores específicos de sitio determinarán la curva de declinación de su unidad. Consecuentemente, conduciendo más de una corrida de prueba de comportamiento es altamente recomendable. Un separador de entrada de bajo rendimiento, por ejemplo, podría resultar en la unidad arrojando en factor de declinación más pronunciado que el indicado en las curvas genéricas mostradas en la Figura. 3
- El tiempo en espera ofrece un alto grado de flexibilidad operacional por cuanto tienden a horizontalizarse; siempre intente poseer un tiempo en espera en cualquier diseño nuevo de tamices moleculares.
- Capacidad de adsorción es función del número de ciclos, y no del tiempo de calendario.
- Procure instalar un buen filtro coalescente aguas arriba de la unidad de adsorción para mantener los contaminantes fuera del sistema.
El criterio discutido en este Previo del Mes debe ayudar al Ingeniero de Procesos en su planificación para el inevitable reemplazo de las tamices moleculares en su facilidad de deshidratación.
Para informarse adicionalmente sobre casos similares y como minimizar sus problemas operacionales, le sugerimos su asistencia a nuestras sesiones técnicas G4 (Gas Conditioning and Processing) y PF4 (Oil Production and Processing Facilities).
PetroSkills ofrece su experiencia en consultoría sobre este tema y muchos adicionales. Para mayor información sobre éstos servicios, visite nuestra dirección en la red al http://petroskills.com/consulting, o nos envían correo electrónico al consulting@PetroSkills.com.
By: Harvey M. Malino
Traducido al Español por: Dr. Frank E. Ashford
Reference:
- Campbell, J.M., Gas Conditioning and Processing, Volume 2: The Equipment Modules, 9th Edition, 2nd Printing, Editors Hubbard, R. and Snow–McGregor, K., Campbell Petroleum Series, Norman, Oklahoma, 2014.
No comments yet. You should be kind and add one!
By submitting a comment you grant Campbell Tip of the Month – Spanish a perpetual license to reproduce your words and name/web site in attribution. Inappropriate and irrelevant comments will be removed at an admin’s discretion. Your email is used for verification purposes only, it will never be shared.