Este PDM discutirá el fenómeno de infinidades de reciclaje y sus impactos sobre:
- Diseño
- Análisis de los problemas de operación (troubleshooting)
- Optimización para aumentar la producción de crudo con sencillo ajuste de punto de control
- Reducción en el gas de antorcha – una compañía en el GDM (Golfo de Méjico) fue multada por 200 millones de $ como resultado de estos reciclajes.
- No Convencionales – impactos sobre la recuperación de los gases de venteo de tanques – caballaje, antorchas, y la PAV (presión actual de vapor)
- Identificación y soluciones
Pregunta: Si uno dispone de una aplicación de reciclaje infinito del LPG en su Planta de procesamiento, que caballaje requiere su sistema de compression.
Respuesta: Infinito
El Gas Petrolífero Licuado (LPG) es compuesto por propano y butano. La presión a la cual se licúa el LPG, designado como su presión de vapor, varía dependiendo de su composición y temperatura; por ejemplo es aproximadamente 220 kPa (32 lpca) para el butano puro a 20 °C (68 °F), y aproximadamente 2,200 kPa (320 lpca) para el propano puro a 55 °C (131 °F).
En la Figura 1 se presenta el ciclo estándar de refrigeración. El Compresor (K-100)/Enfriador (E100)/Separador (V-100)/Válvula JT (VLV- 100) /Carga Térmica del Evaporador (Chiller) – (E101), y reciclaje de retorno al Compresor. Bajo operación normal, la corriente No. 4 presenta gasto de cero y el Sistema es un lazo cerrado. Si se pudiese agregar una corriente adicional de propano puro al sistema en la succión del compresor, se crearía un lazo infinito por cuanto el vapor proveniente del V-100 aun sería cero debido a los límites termodinámicos del diagrama de fases. Este sistema requiere caballaje infinito y las dimensiones del resto del equipo igual tendrían que aumentar. Las moléculas de ven atrapadas en el lazo.
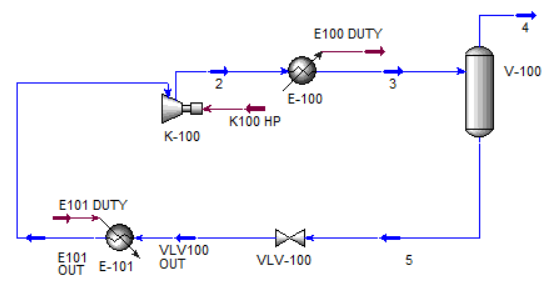
Figura 1 – Lazo de Refrigeración de Propano
Los simuladores de Proceso de Flujo Continuo generalmente manejan esta situación mediante una solución no convergida, o en algunos casos una de flujos negativos. Porque es esto importante? Aun cuando el simulador no permite esta ocurrencia, en la actualidad la situación si se puede presenter.
La Figura 2 muestra un Sistema de compresión típico de tres etapas. Es similar al sistema configurado para el propano. En un diseño típico, cual es el destino de los líquidos despojados de las etapas? Generalmente, es el depurador de succión de la etapa previa. Eventualmente éste fluido se deposita en el tanque de petróleo (líquidos) secos. Si el fluido en los depuradores posee propano y butano como integrantes del líquido y se envían a un receptor atmosférico, estos líquidos son venteados, para luego ser procesados por el compresor de Recuperación de los Vapores de Crudo Muerto, lo cual reenviará estas moléculas de regreso al sistema de compresión. Esto podría incidir en un EXCESO GRANDE DE RECICLAJE del GLP (LPG) sobre el sistema de compresión.

Figura 2. Sistema Típico de compresión de tres etapas – nótese un proceso similar dentro de las punteadas cajas
Como se observa en la Figura 3, la respuesta del Sistema a este reciclaje del LPG proveniente de los depuradores de compresión será el de cargar el sistema a su capacidad para luego ventear. Este proceso irrumpe el reciclaje, pero a un costo.
Indicaciones de que esto podrá ocurrir en su plataforma costa fuera, planta de gas, o batería de tanques no convencionales es un mechurrio caliente con cola de humo. Los GLP (LPG) poseen un poder calorífico sustancialmente mayor que el metano y el humo es resultado de la elevada temperatura en la llama craqueando el GLP, son el resultado hollín. Esta llama presente un rojo oscuro en vez de fondo anaranjado, y se presencia una mayor radiación de la antorcha al circular en el área.

Figura 3 – Respuesta del Sistema a un reciclaje repetido de GLP (LPG) será el de cargar el Sistema a su cabalidad, para luego ventear el gas.
La Figura 4 muestra como el gas de equilibrio instantáneo aumenta en riqueza en su contenido de GLP. Esto puede incurrir en un reciclaje repetido en los dos últimos separadores del sistema de estabilización. La última etapa de “flash” (equilibrio instantáneo) refleja un 47 % de GLP en los vapores de despojo.

Figura 4 – Impacto de la Separación en Etapas sobre la composición del Gas [1]
Cuando nos vemos en la fase de diseño en el desarrollo de un campo, las composiciones del gas poseen cierto grado de incertidumbre. Es preciso reflejar múltiples disposiciones sobre el manejo de estas corrientes del GLP. Se debe disponer de una solución: gas de ventas, crudo, o combustible.
Soluciones de Diseño:
- Bombear los líquidos de entre-etapas al gas de venta empleando una unidad de desplazamiento positive. La limitación de este caso es el poder calorífico máximo del gas en cuestión. Los líquidos pudiesen requerir eliminación del vapor de agua para evitar escenarios de hidratación.
- Bombear los líquidos entre – etapas al crudo en almacenamiento. Acá la limitación es la presión de vapor, y el reciclaje continuado.
- Operar los enfriadores del gas de descarga a temperaturas elevadas para evitar la acumulación de los líquidos hacia los depuradores entre etapas. Esta opción aumenta el caballaje requerido para la subsiguiente etapa por cuanto se envía un gas de mayor temperatura a la próxima etapa. Esta opción igual maneja el gas de reciclaje así reduciendo los volúmenes hacia la antorcha peor igual reduce la producción de alimentación de crudo por cuanto es preciso emprender mayor caballaje al manejar mayor temperature.
- Acenso del volumen de gas combustible dentro del sistema de gas de baja. Esta es la opción preferida, pero el equipo de fuego directo debe ser diseñado para manejar el poder calorífico incrementado.
- Cambiar la composición del gas empleando un gas seco de arrastre dentro del crudo.
- Si no se pueden enviar las moléculas hacia el gas (debido al límite de BTU) o el límite del PVR del crudo, entonces una disposición alterna tales como una línea de transmisión, gandolas presurizadas/tanqueros sería la opción requerida.
- Agregar otro proceso – en casos costa fuera considerar generadores de energía o destilación de las aguas de baja salinidad de los procesos de recuperación secundaria de agua – e.i. destilación del agua destilada aplicando evaporación multi-impacto (e.g. mechurrio mecánico).
En conclusión final, todas las moléculas deben tener su vía de despojo dentro del sistema.
CASO DISEÑO No. 1: Procesamiento de Gas Asociado Costa Fuera
El caso de la Figura 5 se toma del “Oilfield Processing of Petroleum-Volume 1- Natural Gas” [2]. No ocurre el reciclaje del GLP como todos los líquidos en la descarga de compresión se dirigen al oleoducto de ventas.

Figura 5 – Todos los fluidos de los depuradores de descarga enviados directamente al oleoducto de ventas [2]
CASO EN ESTUDIO No. 2: Planta de Recuperación del LGN con Desajustes del Tanque de Almacenamiento de Techo Flotante.
La Planta de recuperación de los LGN (Figura 6) procesa una limitada cantidad de crudo y se presenciaban volúmenes intermitentes del líquido al crudo. Resultó el caso de reciclaje indefinido (infinito), y los tanques de almacenamiento presenciaban grandes volúmenes de desgasificación del GLP. Nótese la importante caída de temperatura del crudo efectuada entre 145°F (63°C) hasta 102°F (39°C) por el equilibrio instantáneo hacia el separador de última etapa. El intento de diseño fue de maximizar el volumen de crudo y eliminar los depuradores de descarga, mediante el empleo de los separadores del tren principal.
Este reciclaje fue corregido enviando gas seco residual de la planta de LGN hacia la alimentación del equipo de Tratamiento Electroestático mezclando éste con el crudo y despojando el GLP, así irrumpiendo el reciclaje del sistema. (Misma ubicación cerca del fondo del punto de inyección en la unidad DeC4) Las líneas azules y rojas muestran las rutas de las trampas del GLP.

Figura 6 – Problemas operacionales causados por reciclaje indefinido (infinito) / trampas de butano en un tren de procesamiento de crudo conduciendo a la desgasificación del tanque de Almacenamiento de techo flotante.
CASO EN ESTUDIO No. 3:
Una instalación costa fuera PFAA (FPSO), (Producción Flotante, Almacenamineto y Abordaje) en el Mar Norte efectuó operación durante dos años y su producción se vio restringida por las limitaciones de compresión. La antorcha presentaba cola de humo. Cual sería su recomendación en averiguar? Reciclaje indefinido (infinito).
Después de algunas simulaciones de proceso, la presión en la última etapa de separación fue incrementad por 0.5 barm (7.25 lpcm). Esto irrumpió el desajuste interno de reciclaje del GLP en el tren de deshidratación del crudo, enviando el GLP al crudo en vez del gas de equilibrio al compresor.
El aspecto positive fue el que la producción de crudo de alimentación fue aumentada en 30 % inmediatamente con cero Gastos de Capital, “CAPEX”.
Lección – Deben visitar el sitio para identificar las oportunidades. Aun cuando el sistema está en operación, esto no implica que no existen oportunidades para mejorar.
DISEÑOS NO CONVENCIONALES:
Muchos sitios en operación presentan baterías de tanques con Sistemas de Recuperación de Vapores de Tanque y/o Oxidantes Térmicos. Muchos de estos presentan un gas asociado muy rico que terminan en reciclajes indefinidos en su gas de equilibrio de compresión y sistemas de recuperación vapores de tanques. El sencillo re envío de estos líquidos a los tanques de almacenamiento de crudo o agua no reparará el problema. Las moléculas deben dirigirse hacia el sistema de recolección de gas. De igual manera, se debe asegurar que el diseño del equipo se aplicable a la estación de invierno y que la condensación del GLP en las líneas de succión no ocurrirá, y que los tanques de almacenamiento estén aislados y calentados para prevenir la condensación de reflujo dentro de éstos tanques.
ALGUNOS ULTIMO PREVIOS RAPIDOS:
No intenten un diseño para operaciones puntuales. (e.i. 40,000 bcpd, y 100 MMPCSD)
Aseguren que el diseño funcionará:
- Durante la fase de arranque con caudales altos o bajos.
- Verano/Invierno – condiciones ambientales de variaciones extremas.
- Dia /Noche – condiciones de variaciones ambientales extremas.
- Cierre.
- Cambios de Composición a través de la vida del desarrollo.
RESUMEN:
Los reciclajes limitando la producción se presentan muy frecuentemente en las facilidades de procesamiento a nivel mundial. Es fácil identificar y reparar con un ajuste de punto de control para lograr una producción incrementada. Ahora que se han presentado las formas para su identificación, su prevención, y como tomar ventaja de la situación en favor a su Empresa, emprenda las mejoras indicadas en el procesamiento de sus sistemas y aúpe la rentabilidad de su Empresa!
To learn more about similar cases and how to minimize operational problems, we suggest attending our G4 (Gas Conditioning and Processing), G5 (Practical Computer Simulation Applications in Gas Processing), PF3(Concept Selection and Specification of Production Facilities in Field Development Projects), PF4 (Oil Production and Processing Facilities), and PF49 (Troubleshooting Oil & Gas Processing Facilities) courses.
PetroSkills offers consulting expertise on this subject and many others. For more information about these services, visit our website at http://petroskills.com/consulting or email us at consulting@PetroSkills.com.
By: James F. Langer, P.E.
Traducido al Español por: Dr. Frank E. Ashford
Reference:
- Campbell, J. M. “Gas conditioning and processing, Volume 2: The Equipment Modules,” 9th Edition, 2nd Printing, Editors Hubbard, R. and K. Snow–McGregor, Campbell Petroleum Series, Norman, Oklahoma, page 288, 2014.
- Manning, F.S. and R.E. Thompson, “Oilfield Processing of Petroleum -Volume One- Natural Gas,”, PennWell Books, Tulsa, Oklahoma, 1 page 345, 1991.
No comments yet. You should be kind and add one!
By submitting a comment you grant Campbell Tip of the Month – Spanish a perpetual license to reproduce your words and name/web site in attribution. Inappropriate and irrelevant comments will be removed at an admin’s discretion. Your email is used for verification purposes only, it will never be shared.