Los problemas que se presentan en intentar lograr las especificaciones de Punto de Rocío en una Planta de Gas de Venta no son infrecuentes. Un Ingeniero de Facilidades puede sospechar un incidente de arrastre de líquidos de un separador cunado interviene en la solución de problemas operacionales de una Planta. El adecuado dimensionamiento de las facilidades de separación es esencial para casi todos los procesos de las citadas Plantas. Muchos de los inconvenientes operacionales se atribuyen a las facilidades inapropiadamente diseñadas o los separadores sub estimados en su función de separación gas – líquido. La siguiente lista presenta algunos puntos que pueden contribuir al arrastre excesivo en la corriente de gas:
► El Ks operativo del extractor de neblina es mayor que el de diseño
► El perfil de velocidad a través de extractor es pobre, resultando en velocidades excesivas con inundaciones localizadas/derrames
► Las dimensiones de las burbujas llegando al extractor son demasiado mínimas
► La carga del líquido confluyente impactando el extractor es excesivo
► El extractor de neblina se encuentra dañado o taponeado
► El control de nivel e instrumentación se encuentra de configurado o en falla operativa
► Espuma activa
Continuando los PDMs de los meses Diciembre 2005, Enero y Febrero 2019 [1,2,3] este previo investiga el impacto del arrastre de líquido (AL) sobre el rendimiento de una planta de refrigeración mecánica con la inyección de mono etilén glicol (EG o MEG) para el control de Punto de Rocío del gas de venta (CPRH). Específicamente el impacto del AL sobre las cargas térmicas del intercambiador gas/gas, el enfriador (chiller), el sistema de refrigeración mecánica, y el sistema de la recuperación del propano líquido serán investigadas e informadas.
Los detalles de una planta de refrigeración mecánica con inyección de MEG y sistema de regeneración se detallan en los Capítulos 6, 15 y 18 de los Volumenes 1, y 2 [4,5], respectivamente. Adicionalmente, como minimizar el arrastre de líquidos en los equipos de separación se discuten en la sesión técnica de la PetroSkills-John M. Campbell cuyo título es “PF-42 – Separator Equipment – Sizing and Selection.”
La Figura 1 presenta el diagrama de flujo de proceso de una Planta típica CPRH de control mediante la refrigeración mecánica con inyección del MEG. Esta Figura es similar a la del PDM de Febrero 2019 [3] con la excepción que el sistema de refrigeración emplea un economizador de equilibrio instantáneo (flash) con dos etapas de compresión. En este previo, todas las simulaciones fueron llevadas a cabo aplicando el conjunto de programas (software) Unisim R443 [6] aplicando la ecuación de estado Peng-Robinson.

Figure 1. Diagrama de Flujo de Proceso para una Planta de CPRH aplicando refrigeración mecánica con tanque de equilibrio instantáneo economizador y sistema de inyección MEG
Caso en Estudio:
Consideremos el mismo caso presentado en el PDM de Febrero 2019 [3] para un gas rico con las composiciones y condiciones reflejadas en la Tabla 1. Basado en el peso molecular reportado y la densidad relativa de los C7+, la Tabla 2 presenta el Punto de Ebullición Normal (PEN “NBP”), propiedades críticas, y factor acéntrico los cuales se requieren para la ecuación de estado. El objetivo es el de lograr un punto de rocío del gas de venta especificado de -20 °C (-4 °F) a unos 4000 kPa (580 lpca), removiendo el calor en el intercambiador “Gas/Gas” (IC) con un acercamiento del lateral caliente de 5°C (9°F) y el enfriador/evaporador (Chiller) 5 °C (-4 °F), rechazando éste a; ambiente mediante un condensador de propano (AC-100) a 37.8°C (100°F). Se emplea el propano puro como fluido de trabajo en la simulación. Las caídas de presión en los intercambiadores Gas/Gas y el “Chiller” se presumen en unos 37.8°C (100°F).
Tabla 1. Gas rico de alimentación y condiciones

Tabla 2. Propiedades Estimadas de los C7+ [4]

El gas de proceso es separado en el “Separador de Entrada “a 37.8°C (100°F) y 37.8°C (100°F) para remover los condensados. La corriente de vapor de esa unidad (corriente 2) es saturada de agua por el “Saturate 100” para identificar la corriente “2 Húmeda” aguas arriba al mezclado del inhibidor de hidratos, MEG, corriente “EG1”y la corriente de reciclaje “18 A” de la corriente de vapor del tope de la de – etanizadora (ubicada en el lateral derecho de la Fig. 1).
La temperatura aproximada de hidratación de la corriente “2 Húmeda” es 14.7 °C (58.4 °F). El inhibidor inyectado en la entrada del intercambiador Gas/Gas por la corriente “EG1” y a la entrada del Chiller por la corriente “EG2”. La corriente “5”se enfría hasta unos -8 °C (17.6 °F) y la corriente “7”enfria hasta la especificada de -20 °C (-4 °F) las cuales son menores que las de hidratación de 14.7 °C (58.4 °F). Los gasto de inyección de las corrientes “EG1” y “EG2” para un MEG pobre de concentración 80% de peso y solución de agua sea aproximan por la herramienta de ajuste de UniSim. Un margen de diseño de 1 °C (1.8 °F) TFH por debajo de la temperatura fría de las corrientes “5” y “7” fueron implantadas.
Asumiendo un temperatura de acercamiento de 5°C (9°F) y una caída de presión de 6.9 kPa (1 psi) en el enfriador/evaporador “chiller” lateral de la carcasa, la presencia del vapor de propano saturado despojado de la unidad es de 203.3 kPa (29.5 lpca), a una temperatura de -25°C (-13°F). . Asumiendo despreciable caída de presión en la línea de succión de los compresores de propano “K-101” y “K-102”, la presión de succión resultante es 203.3 kPa (29.5 psia).
La presión de condensación del propano a la temperatura especificada del condensador de 37.8 °C (100 °F) es 1303 kPa (189 lpc). Las pérdidas por fricción del condensador “AC-100” más las líneas de conexión de descarga de los compresores hacia el condensador fueron fijados en 34.5 kPa (5 psi); de manera que la presión de descarga de la unidad compresora “K-102” es 1338 kPa (194 lpca). La presión entre – etapas de la unidad fue determinada igualando la potencia para las etapas de compresión del “K-101” y “K-102”. La eficiencia adiabática de compresión para las dos etapas fue asumida en 75%.
La corriente fría 7 es liberada en el separado tri – cásico “V-102” a -20 °C (-°4F) y 3931 kPa (570 lpca). La corriente de vapor “4” de este separador se aplica para enfriar el caudal caliente entrante dirigido al intercambiador, IC, “Gas/Gas.” La corriente de líquidos pesados “8B” (solución rica del MEG) del separado frio es regenerada en la unidad de regeneración (no vista en la Figura 1) y la corriente del MEG pobre regenerado a 80 % por peso es reciclado y empleado en las corriente “EG1” y “EG2”. La corriente fría “8”del LGN (fase líquida liviana) del separador frio “V-102”, es combinado con la corriente del LGN venidera del “Separador de entrada” de la planta (corriente 3) en el Mezclador “Mix – 101” para realizar la corriente “9” a unos 5 °C (41 °F) y 3945 kPa (572.2 lpca). Para preparar el líquido a ser alimentado a la de-etanizadora, la especificación del proceso es de aumentar la temperatura del producto LGN , “9A” de aproximadamente -4°C (25°F) y 1535 kPa (222.6 lpca) hasta 20 °C (68 °F) y 1500 kPa (217.6 lpca) en el intercambiador “E-102” IC. La carga térmica y la temperatura del producto LGN se fijan por las indicaciones de operación de la de-etanizadora. La ciada de presión en “E-102” IC es de 35 kPa (5 lpc).
Rendimiento y Especificaciones del De-Etanizador:
Tal como el PDM de Febrero 2019, las especificaciones de la unidad De Etanizadora son:
- Recuperar el 90% del propano en la entrada al producto de fondo, y
- Relación molar Etano a Propano igual al 5 % del producto de fondo total
- Presiones de tope y fondo de 1450 and 1500 kPa (210.3 y 217.6 lpca); respectivamente
- Numero de etapas teóricas en 12 más condensador y rehervidor (determinado por los computes resumidos de balance de materiales)
Los resultados de la simulación del de-etanizador se resumen en la Tabla 3.
Tabla 3. Resumen de los parametros de la de-etanizadora

Impacto del arrastre de los Hidrocarburos Líquidos:
El Separador “V-102” es unidad tri – fásico. Bajo condiciones ideales la corriente de vapor (corriente 4) despojado el separador no posee arrastre de líquidos (ADE) y su punto de rocío es el mismo que la corriente 7 de limentación. Rangos típicos de arrastre de los líquidos es de unos 0.013–0.27 m3 líquido/106 m3 std de gas (0.1–2 galones de líquido/MMpcs) [5]. En la práctica debido a las razones citadas en la sección precedente el ADE podría ser mayor. En este previo, el impacto del ADE fue investigado en un rango entre 0 a 3 mol % de líquido en la fase liviana (fase de líquido liviano) dispersada en la fase de gas. Este líquido consiste de las moléculas de mayor peso causando un aumento en el punto de rocío del gas de la corriente 4 impactando las especificaciones del gas de venta. Para disminuir este impacto del ADL y efectuar el cumplimiento del punto de rocío del gas de venta, los operadores generalmente bajan la temperatura de enfriamiento del gas de alimentación (corriente 7) hacia el separador (“V -102”). Esto se logra solo si el equipo de enfriamiento posee la capacidad de manejar mayor carga térmica.
La Figura 2 presenta el punto de roció del hidrocarburo como función del ADL. La Cricondentérmica se desplaza a la derecha mientras que el ADE aumenta. Las curvas del punto de burbuja no se presentan por cuanto el ADL tiene poco impacto sobre estas en aspecto seco.
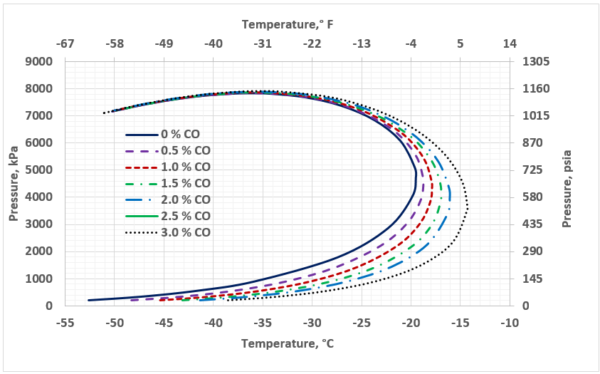
Figura 2. Impacto del arrastre de líquido sobre la temperatura del punto de rocío del gas de venta
La Figura 3 presenta el impacto del ADL sobre el punto de rocío del gas de venta y el enfriamiento adicional requerido para contrarrestar el efecto del ADE. Mientras este aumenta la temperatura del “chiller” de ser disminuida para cumplir con el punto de roción del gas de ventas de -20 °C (-4 °F). Para un 3% de ADL el punto de rocío del gas de venta es -14.4 °C (6.1 °F). Para fijar su punto debido el fluido de proceso, la corriente 7, deber ser enfriada hasta -28.6 °C (-19.5 °F).
Mientras disminuye la temperatura del “chiller” para contrarrestar el impacto del ADL, la depresión de la temperatura de formación de hidratos de las Corrientes 5, y 7 aumenta., lo cual requiere mayor gasto de inyección del MEG. La Figura 5 presenta el impacto del ADL sobre la tasa de las Corrientes EG1 y EG2 agua arriba de los IC Gas/GAS, y chiller, respectivamente. Nótese la inyección del inhibidor para la corriente EG2 aguas arriba del chiller la cual aumenta considerablemente con ascenso del ADL.
Si existe arrastre de la fase líquida del hidrocarburo, existe Buena probabilidad que igual se arrastre la fase del glicol. Esto puede resultar en problemas de cumplir con la especificación del punto de rocío e igual introduce una fase dañina al gas de venta, el MEG el cual pudiese no estar permitido en el contrato de ventas.

Figura 3. Impacto del arrastre de líquido sobre el punto de rocío del gas de venta (línea sólida) y la temperatura de alimentación del separador frio (línea punteada) para contra restar el arrastre de líquido.

Figura 4. Impacto del arrastre de líquido sobre la inyección del MEG aguas arriba del intercambiador Gas/Gas (EG1), y Chiller (EG2)
Disminuyendo la temperatura del Chiller para contrarrestar el impacto del ADL igual puede causar un aumento en la potencia de compresión, cargas térmicas de los IC Gas/Gas, chiller, y condensador. Las Figuras 5 A and B ilustran el impacto del ADL sobre la potencia de compresión, cargas térmicas IC Gas/Gas, Chiller, y condensador respectivamente en unidades SI, y FPS.

Figura 5A. Impacto del arrastre de líquido sobre la potencia de compresión, y las cargas térmicas del IC GAS/GAS, Chiller, y Condensador.

Figura 5B. Impacto del arrastre de líquido sobre la potencia de compresión, y las cargas térmicas del IC GAS/GAS, Chiller, y Condensador.
La Figura 6 presenta el impacto del ADL sobre la recuperación del propano líquido y recuperación del gas de venta. Esta figura indica que mientras aumenta el ADL entre 0 a 3 % molar la recuperación de propano aumenta entre 17 % hasta 27 % molar, pero la recuperación del gas de venta disminuye de 97 % a 96 % en base molar. El propano adicional se logra por cuanto la temperatura del chiller es menor, lo cual implica mayor OPEX, y CAPEX.
Mientras se reduce la temperatura del chiller, mayor etano y metano resultan en fase líquida dentro del separador frio (LTS), V-102. Se deben eliminar estos componentes en la de – etanizadora de manera que la carga térmica del E-102 aumenta, asi como el condensador y re hervidor de la de-etanizadora. La carga de compresión del K-100 igual aumenta. Es posible también lograr en derrame de la unidad de – etanizadora.
El condensador frio de la de etanizadora requiere propano para su enfriamiento. Estas unidades también se diseñan sin condensador. El líquido frio del LTS (V-102) se usa como reflujo, y los líquidos del separador de entrada son introducidos a menor nivel dentro de la columna. De esta manera el V-100 no requiere. El E-102 es usualmente un intercambiador entrada/producto de fondo. Productos del tope de la unidad pudiesen se dirigidos al gas de venta y no requieren reciclaje. No debería retener productos mas pesado que el propano, la clave pesada (CP).
La Tabla 4 presenta el impacto del ADL sobre la capacidad que posee el componente clave en cumplir con el punto de rocío del gas de venta con el proceso de reducir la temperatura de chiller. Se puede asumir que el sistema fue fabricado con un factor de diseño de 1.25. La Tabla 4 indica que este sistema puede manejar hasta un % molar del ADL con mayor OPEX. Sin embargo, para mayor cantidad del ADL, el sistema es incapaz de reducir la temperatura del chiller lo suficiente para cumplir con el punto de rocío del gas de venta.. Como se observa en la Tabla 4, la potencia de compresión, gasto de inhibición de los hidratos, cargas del condensador y chiller son factores limitantes. Bajo dichas condiciones puede ser necesario un paro de planta para analizar la reducción del ADL.
Tabla 4. Estimado del incremento de la capacidad del equipo para manejar el arrastre de líquido

RESUMEN:
La práctica común para cumplir con el punto de rocío del gas de venta con la condición de arrastre de gas de venta es la de operar el chiller a menor temperatura que la estimada para el proceso original. Esto solo se ve posible si el componente clave puede manejar la carga adicional con mayor OPEX. Este previo ha demostrado el impacto de la variación del ADL entre 0 hasta 3 % molar sobre los caudales del gas de proceso, equilibrio fásico, mas dimensiones de equipos y los requerimientos de refrigeración.
Como se demuestra en este previo, es buena práctica dimensionar el equipo con un factor de diseño de 1.2 a 1.3 para incorporar los cambios de operación más el arrastre de los líquidos. De mayor importancia en lograr minimizar el ADL es de tener un separador de amplio diseño con buenos tubos de alimentación, dispositivos de entrada, extractores de neblina, separación por gravedad del gas y líquido, y buen sector de desprendimiento del gas de la fase líquida
To learn more about similar cases and how to minimize operational problems, we suggest attending ourG4 (Gas Conditioning and Processing), G5 (Practical Computer Simulation Applications in Gas Processing), and PF42 (Separation Equipment – Sizing and Selection) courses.
By: Dr. Mahmood Moshfeghian

Sign up to receive monthly Tip of the Month emails!
References:
1. Moshfeghian, M., http://www.jmcampbell.com/tip-of-the-month/2005/12/impact-of-liquid-carry-over-on-sales-gas-dew-point/, PetroSkills -John M. Campbell Tip of the Month, December 2005.
2. Moshfeghian, M., https://www.petroskills.com/blog/entry/00_totm/jan19-fac-optimizing-performance-of-refrigeration-systems-with-an-external-sub-cool-economizer, PetroSkills -John M. Campbell Tip of the Month, January 2019.
3. Moshfeghian, M., https://www.petroskills.com/blog/entry/00_totm/feb19-fac-impact-of-heavy-end-on-the-performance-of-a-mechanical-refrigeration-plant-with-meg-injection, PetroSkills -John M. Campbell Tip of the Month, February 2019.
4. Campbell, J.M., “Gas Conditioning and Processing, Volume 1: The Fundamentals,” 9th Edition, 3rd Printing, Editors Hubbard, R. and Snow–McGregor, K., Campbell Petroleum
5. Campbell, J.M., “Gas Conditioning and Processing, Volume 2: The Equipment Modules,” 9th Edition, 3rd Printing, Editors Hubbard, R. and Snow–McGregor, K., Campbell Petroleum Series, Norman, Oklahoma, PetroSkills 2018.
6. UniSim Design R443, Build 19153, Honeywell International Inc., 2017.
No comments yet. You should be kind and add one!
By submitting a comment you grant Campbell Tip of the Month – Spanish a perpetual license to reproduce your words and name/web site in attribution. Inappropriate and irrelevant comments will be removed at an admin’s discretion. Your email is used for verification purposes only, it will never be shared.